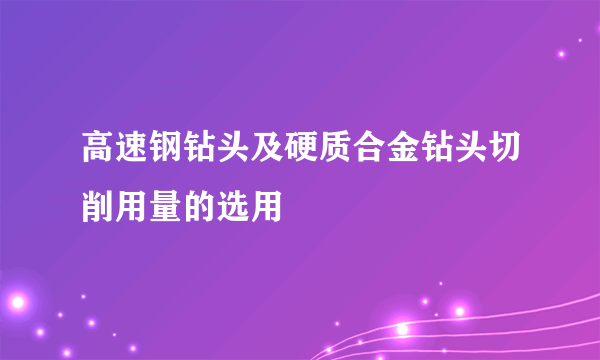
高速钢钻头的切削用量(推荐值)
加工材料
钻头直径(ød)
6
8
10
碳素结构15钢和优质20
碳素结构25
钢(HB12530
~225)
35
40
45
60
切削速度V(m/min)
23.625.525.1
2625.5
242220191715
进给量f(mm/r)
0.10.120.140.180.220.250.280.30.350.420.5
进给速度F(mm/min)
1251221129989766555535040
6
20.7
0.15
165
8
23.9
0.2
190
10
23.6
0.26
195
15
25.9
0.32
176
铸铁
20
25.1
0.38
152
(HB120
25
27.5
0.42
147
~225)
30
26.4
0.48
134
35
19.8
0.52
94
40
15
0.55
66
45
14.1
0.6
60
60
14.1
0.65
49
硬质合金钻头的切削用量(推荐值)
加工材料
钻头直径切削速度(ød)V(m/min)
10
75.4
碳素结构15
钢和优质20
碳素结构25
钢(HB12530
~225)
35
89.5103.6117.8
113104
40
100.5
进给量f(mm/r)
0.150.180.220.250.280.30.33
进给速度F(mm/min)
360342363375336285264
10
62.8
0.2
400
15
84.8
0.22
396
铸铁
20
94.2
0.25
375
(HB120
25
102
0.28
364
~225)
30
94.2
0.3
300
35
93.4
0.33
280
40
87.9
0.35
245
注:1.以上切削参数使用条件:孔深=3ød;硬质合金钻头内冷充分冷却。
2.对孔的精度要求较高或孔表面粗糙度要求较高时,可适当提高转速,降低进给量。
钻头直径mm进给量mm/r
<φ15
标签:钻头,切削用量,高速钢
版权声明:文章由 回答三 整理收集,来源于互联网或者用户投稿,如有侵权,请联系我们,我们会立即处理。如转载请保留本文链接:https://www.huidasan.com/answer/249269.html